هونینگ لوله

فهرست مقاله
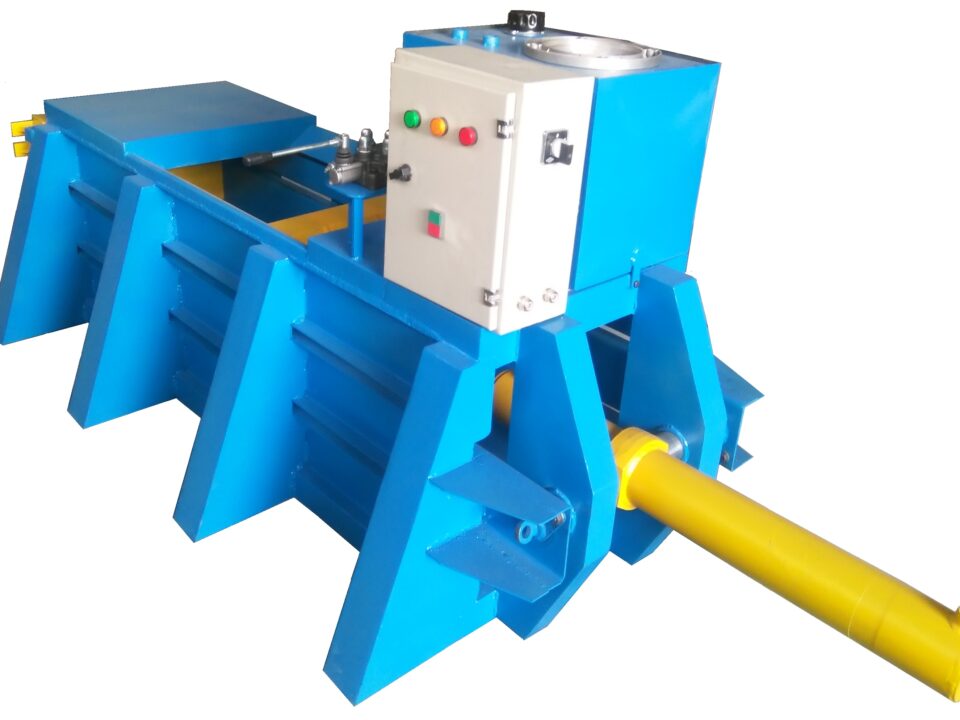
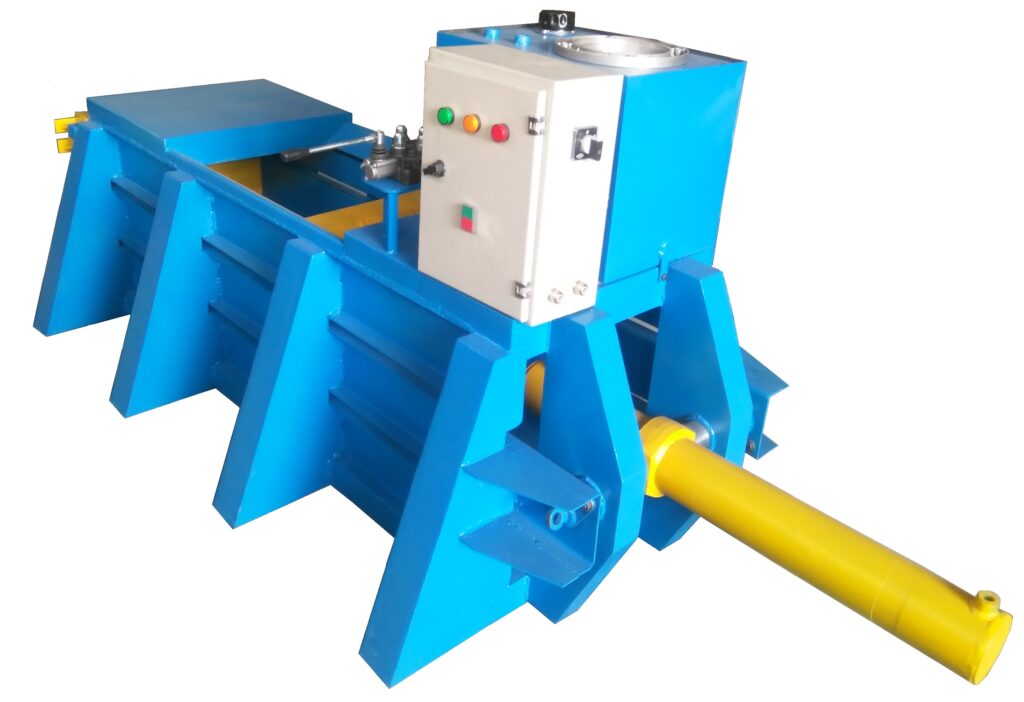
هونینگ لوله برای انجام عملیات سنگ زنی داخل لوله های تراش خورده بلند می باشد، که در صنایع نفت و گاز و تجهیزات درون چاهی که نیاز به صافی سطح بالا دارد استفاده میگردد. دستگاه هونینگ برای انجام عملیات سنگ زنی سیلندر های هیدرولیک نیز استفاده میگردد. این دستگاه قابلیت تولید به صورت افقی و عمودی را دارد. در این دستگاه امکان افزایش سرعت چرخش در صفحه کنترل دستگاه به صورت HMI در اختیار اپراتور می باشد.
هونینگ لوله نام فرایند ماشینکاری است که در طی آن سطح داخلی لوله سیلندری به وسیلهٔ سایش سنگ هونینگ لایه برداری میشود. هدف از این کار اصلاح دقت و بهبود صافی سطح است. هونینگ لوله آخرین عملیات در فرایند ساخت سازه است که با سرعتی بسیار پایین صورت میگیرید. سنگ هونینگ از دانههای ساینده بسیار سختی تشکیل شده و با آرایشی خاص در کنار هم قرار گرفته اند. عملیات هونینگ به شیوهها و روش های مختلفی انجام میشود ولی معمولا منظور از آن، پرداخت سطوح داخلی استوانهای مانند سطوح داخل سیلندر موتورها به خصوص با هدف ایجاد سطح مناسب برای روغنکاری است. برای دیگر کاربردهای آن میتوان به پرداخت دندههای چرخنده های با کیفیت بالا و سطوح خارجی محورها، پینها و یاتاقانهای استوانهای اشاره کرد.
هونینگ لوله سطح داخلی
هونینگ لوله سطح داخلی سیلندر عمدهترین شیوه در عملیات هونینگ لوله است که به منظور تصحیح عیوب ابعادی (مانند مخروطی شدن، بشکهای شدن، دایرهای نبودن) و ایجاد سطح مطلوب صورت میگیرد. ابزار هونینگ دارای یک یا چند سنگ بلند میباشد که به کمک گوه به دیوارههای سیلندر فشرده شده است. ابزار به صورت همزان حرکت دورانی درون سیلندر (سرعت سنگ در حدود ۴۵ تا ۹۰ متر در دقیقه میباشد) و خطی در راستای سیلندر دارد.
ابزار هونینگ با محور سیلندر هممحور میشود؛ برخلاف سنگزنی که محور ابزار را دستگاه سنگزنی تعیین میکند. این ویژگی خاص باعث میشود که نیازی به تنظیم و هممحور کردن قطعه و ابزار نباشد و در اثر درست انجام ندادن این کار عیبی ایجاد نشود. به همین دلیل است که با هونینگ لوله نمیتوان موقعیت سوراخ را تغییر داد. اگر قطعه کوچک باشد، قطعه دستی و آزادانه نگه داشته شده و با وارد کردن ابزار هونینگ، هممحوری با فشار ابزار به دیواره قطعه خود به خود ایجاد میشود. اگر که قطعه سنگین باشد، قطعه ثابت بوده و ابزار هونینگ که به کمک دو مفصل یونیورسال آزادانه راستای خود را با راستای قطعه یکی میکند. قطر سیلندر میتواند بین ۲ تا ۱۵۰۰ میلیمتر باشد و محدودیت چندانی در طول قطعه وجود ندارد.
هونینگ لوله سطح خارجی
از روشهای مختلفی بهمنظور افزایش دقت ابعادی و سطحی در سطوح خارجی به روش هونینگ استفاده میشود. استفاده از دستگاه تراش برای هونینگ، بیشتر برای شفت ها متداول است. مزیت آن امکان کار بر روی قطعات پیچیدهتر و بزرگتر است ولی تنظیم محور قطعه پیش از عملیات (مانند تراشکاری و برخلاف سایر روشهای هونینگ) الزامی است و ایراد دیگر آن زمانبر بودن آن است که بیشتر زمان صرف بستن قطعه میشود و در نتیجه برای تولید انبوه مناسب نیست. روش دیگر که به through feed honing موسوم است برای تولید انبوه اجزایی پینها، رولرهای یاتاقانهای مخروطی و استوانهای و میله پیستونهای هیدرولیکی و نیوماتیکی استفاده میشود. در آن قطعات در امتداد هم و در فاصله بین دو غلطک حرکت میکنند. غلطکها با یک سرعت و در یک جهت میچرخند و باعث دوران قطعهکار میشوند و سنگهای هونینگ نیز از بالا روی قطعات حرکت رفتوبرگشتی دارند. این روش بسیار سریع بوده که برای تولید تعداد بالای قطعات ساده مناسب است.
انواع هونینگ لوله
دستگاههای هونینگ به صورت عمودی و افقی وجود دارند. دستگاههای عمودی برای کار بر روی قطعات سنگین مناسب بوده ولی برای قطعات بلند تنها میتوان از دستگاههای هونینگ افقی استفاده کرد. این دستگاهها از نوع ساده آن تا انواع پیچیده با قابلیتهای گوناگون و دستگاههای کاملاً اوتوماتیک وجود دارند. برخی دستگاهها مجهز به به حسگر برای اندازهگیری قطر هستند و عملیات را با رسیدن به قطر موردنظر قطع میکنند. برای قطعات و ابعاد کوچک و استفاده عادی میتوان ابزار هونینگ را به دستگاهی مانند دریل نیز بست.
ویژگی ها:
- قطر داخلی قطعه کار ، با توجه به نیاز مشتری طراحی میگردد.
- مجهز به سیستم افزایش قطر ابزار به منظور بار دهی بادقت بالا ( بال اسکرو )
- دارای ریل های فولادی سختکاری و سنگ زده شده
- دارای سیستم کنترل مجهز به PLC & HMI
- مجهز به سیستم تنظیم سرعت رفت و برگشت ابزار
- مجهز به گاردان جهت هم محور نمودن ابزار و قطعه کار
- مجهز به سیستم تنظیم سرعت دوران ابزار



{kind=link}
{kind=link}
1 Comment
با عرض سلام و خسته نباشید . خواستم بابت مقاله خوبتون راجب هونینگ لوله تشکر کنم